
 设为首页
设为首页 加入收藏
加入收藏 联系我们
联系我们


|
电动机受潮现场处理
按照电动机的运行规定,电动机停运超过24小时,再次启动时须经电工现场检查电机的绝缘情况后进行。当电机的绝缘下降到一定值时,为避免烧毁电机,不允许启动投运,应进行加热驱潮:
1.电动机加上额定电压,进行4~10小时的空载运行(此时应将叶轮拆下来)。当电机的绝缘电阻下降得不多时,宜采用此方法,但烘干时间长。
2.用热风机、电炉、灯泡等对不通电的电动机进行干燥。
(1)电炉是对电动机的整体进行烘烤。
(2)用热风机和灯泡进行烘烤时,应将电机的端盖拆下来,对定子绕组进行烘烤。
烘烤时应注意定子温度不大于
3.采用铜耗加热法
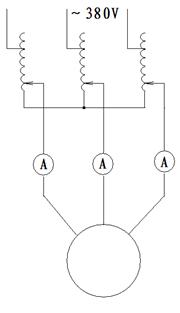
即在电动机定子线圈上通入低压交流电,电压为额定电压的7%~15%,流过定子绕组的电流为额定电流的40%Ie≤Ih≤Ie,使定子绕组发热驱潮。
(1)用三相调压器调低电压。
(2)利用电焊机低电压
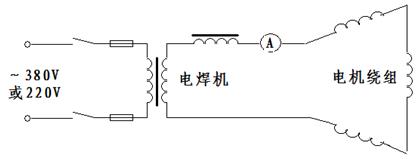
定子绕组采用开口三角形接线,并与电焊机的次级线圈相接。进行干燥前,应将电焊机接到220V电源,次级输出调到最小值,然后启动电焊机,这时绕组两端即有20~30V以下的电压,接着调节电焊机铁心位置,改变漏磁分路的大小,从而均匀地调节电流,在调节时须观察钳形电流表,使电流达到规定的数值。一般在电机绕组中的烘干电流为绕组额定电流的50%~70%为宜(或1kW容量应有
注意事项
(1) 烘干时应随时注意绕组温升不得超过其最大允许值,一般不超过50~

(3) 每小时断电测量绝缘电阻一次,并记录绕组、铁心温度和电流数值。
(4) 升温速度以
(5) 烘干电流由电焊机的接线及输入电压加以调节,一般先选用低档,电压220V,投入前电焊机的电流调节手柄放在最小电流位置,然后根据要求进行细调。

